Cold Spray Additive Manufacture of Combustion Chambers
Partner: Impact Innovations GmbH
Partner: Impact Innovations GmbH
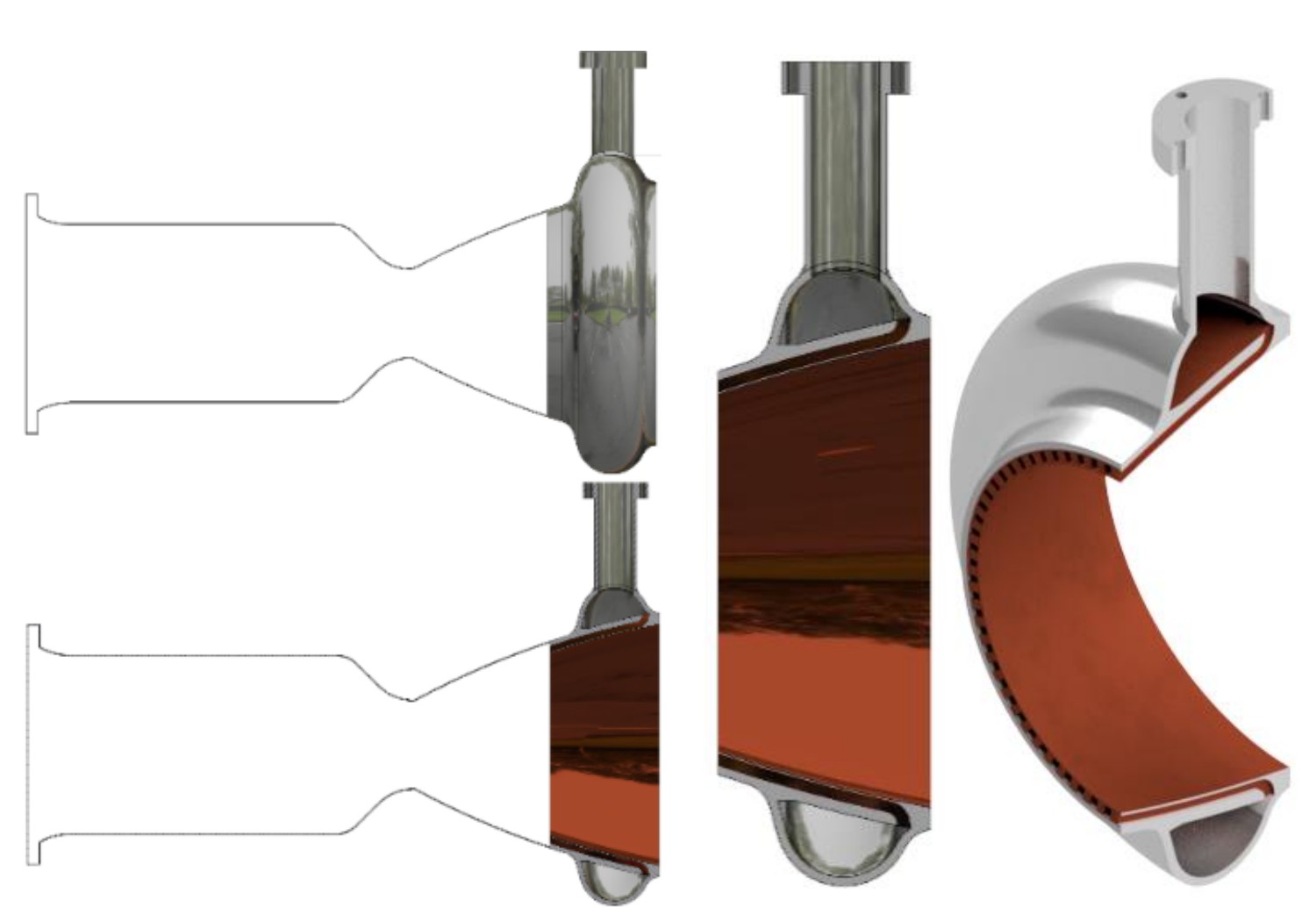
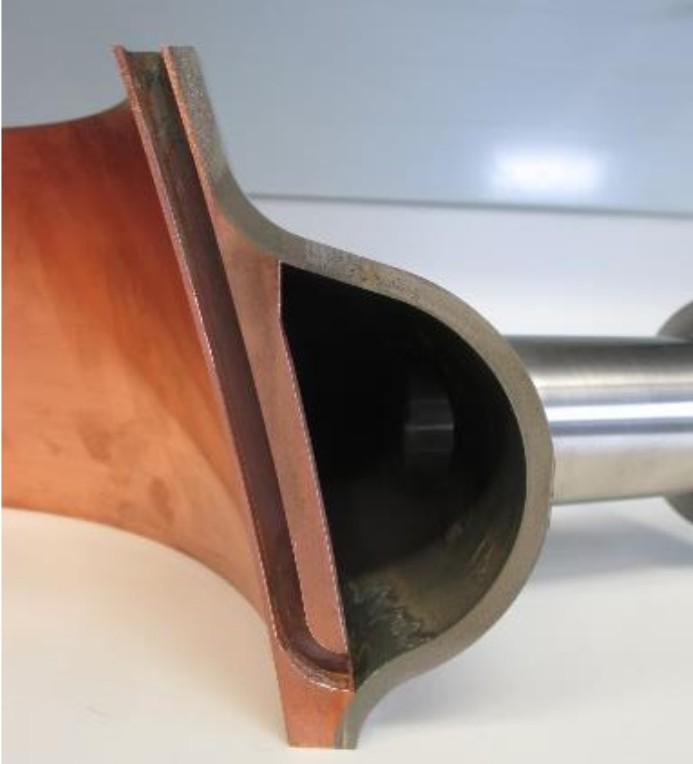
A collaboration between AEL and Impact Innovations GmbH studied the production of bimetallic combustion chambers using Cold Spray Additive Manufacture (CSAM). Impact Innovations GmbH are a leading cold-spray equipment manufacturer, based in Germany, and experts in the CSAM process. Representative demonstrator samples were designed by AEL suitable for CSAM manufacture and were manufactured in CuCrZr/IN625 by Impact Innovations in their R&D spray lab.
Cold Spray Additive Manufacture (CSAM) involves seeding metal powder into a stream of inert gas that is heated at pressure and then accelerated to supersonic speeds through a nozzle. The powder is sprayed at a target using a robot where it deforms and solid-state welds to form deposited material which is then post-machined. CSAM has several key advantages over powder-bed fusion (PBF) methods for the manufacture of combustion chambers for liquid rocket engines:
CSAM has the disadvantage of requiring several steps of machining, however, as per traditional electroforming manufacturing routes.
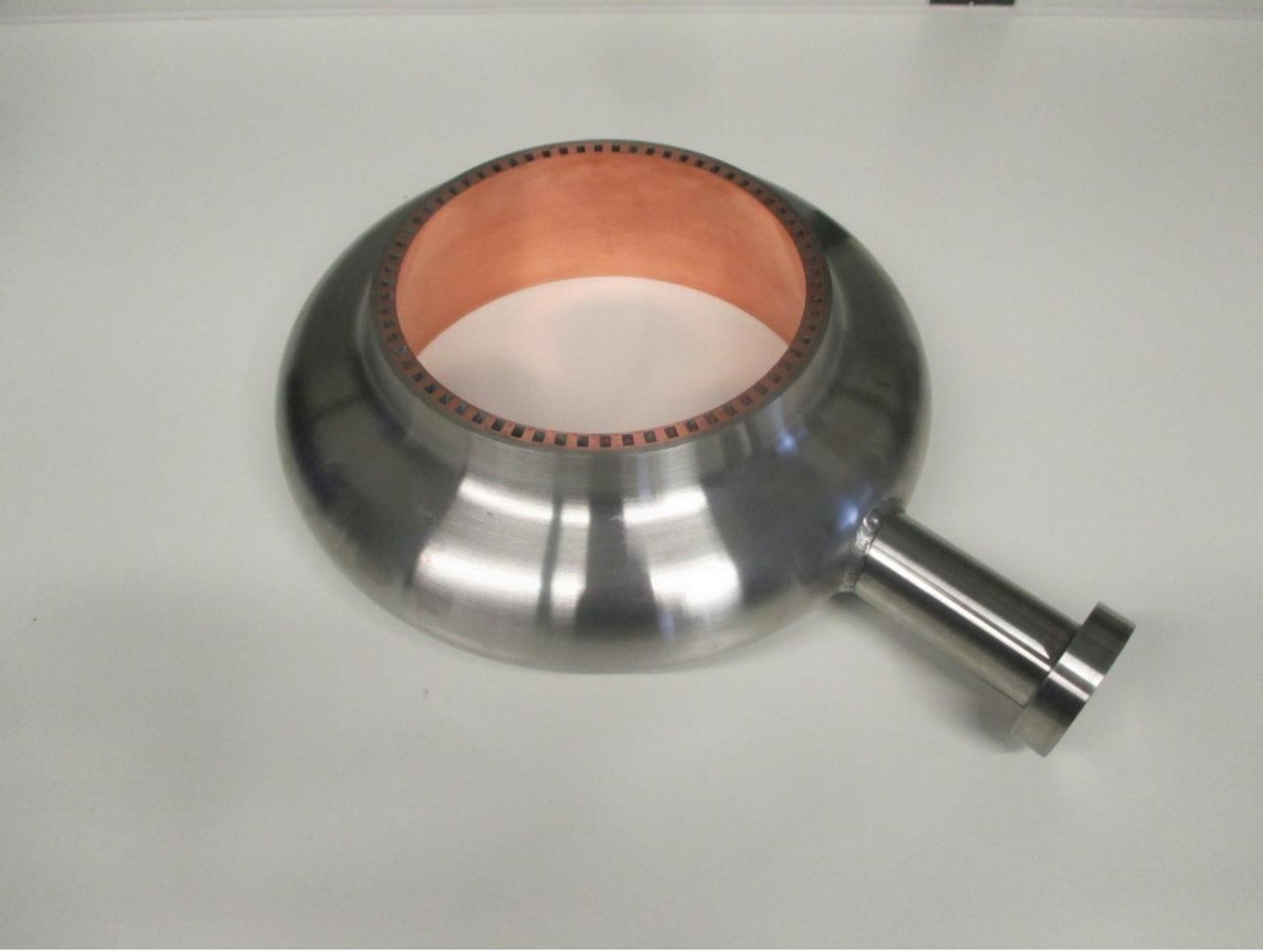
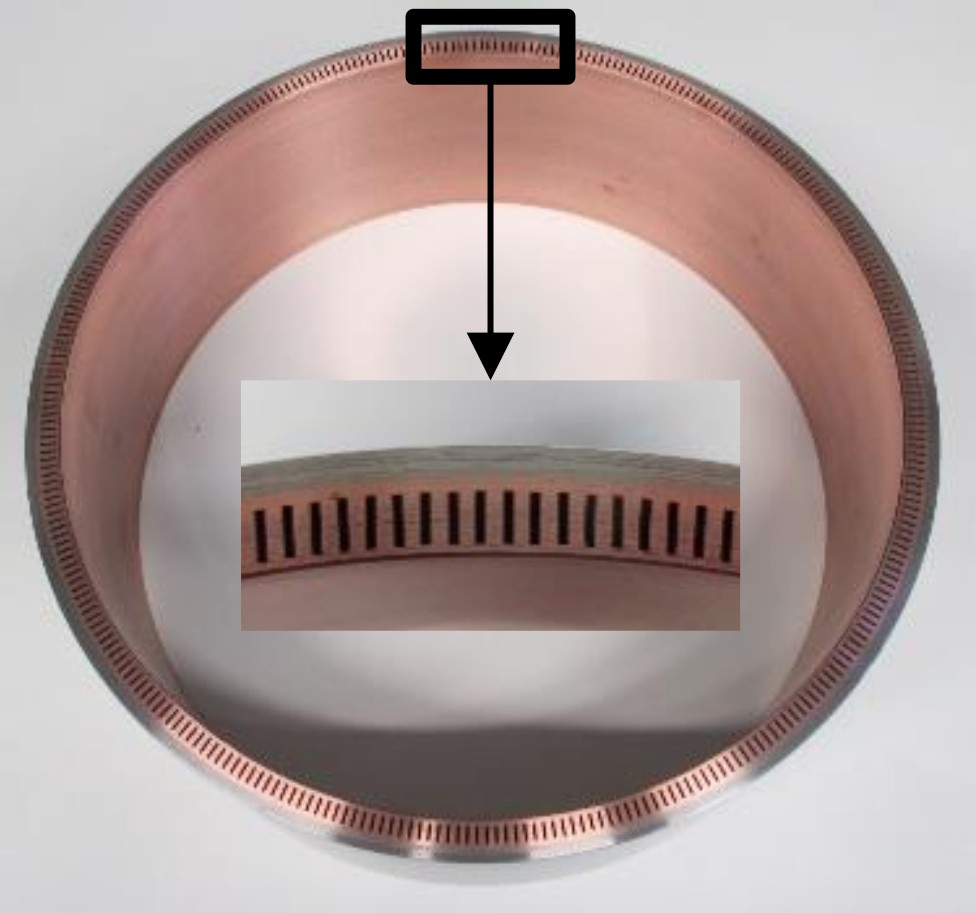
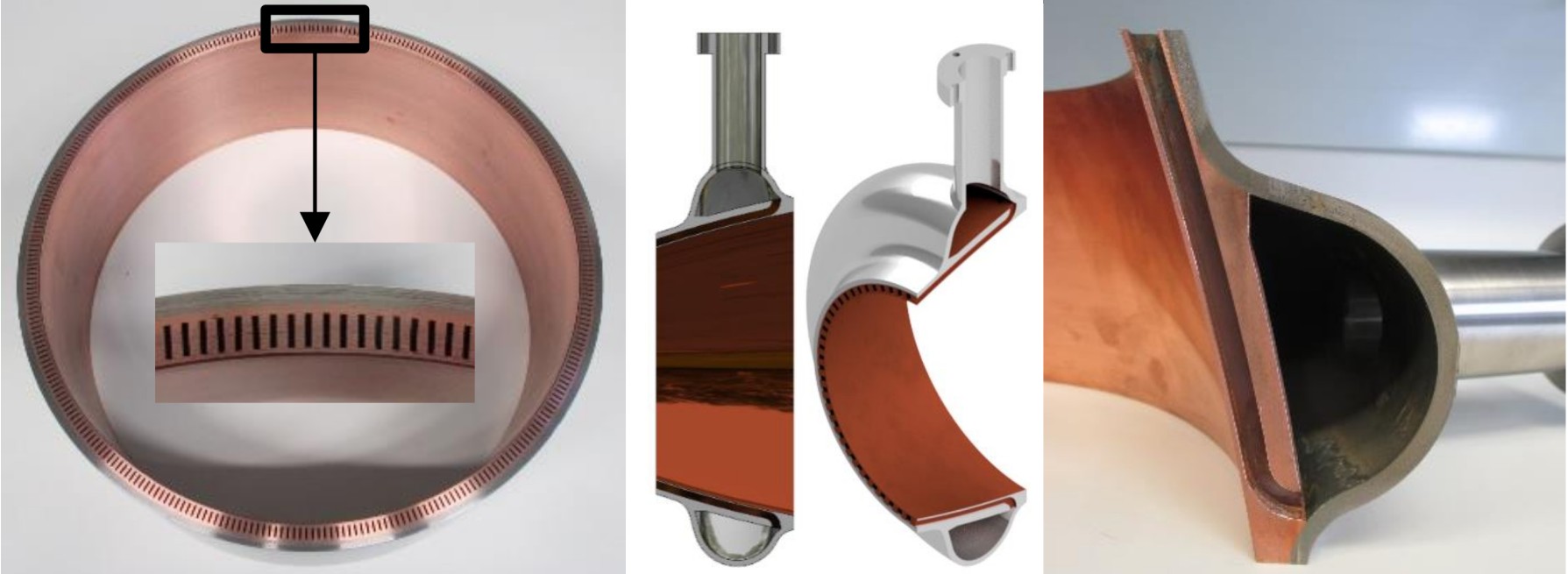
This video by Impact Innovations GmbH shows the manufacturing process for a demonstrator nozzle exit with integral manifold, taken in their R&D spray lab. The copper and nickel alloy layers are built up one-by-one, with a turning process between each spray step. A machined aluminium mandrel is used on the nozzle internal diameter and another to fill the manifold area. Samples were also produced for sections with high aspect ratio coolant channels.